
电解抛光腐蚀仪 发布时间:2026-05-11
1. 测试设备

标准配置
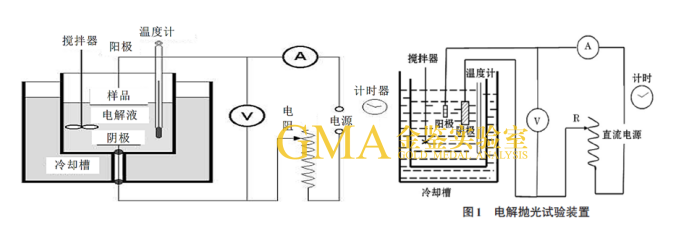
电解抛光腐蚀仪利用电化学溶解对金属样品进行表面处理,并结合直流稳压电源和辅助系统来控制的过程,是一种反向电镀。在电解抛光液中,以待抛光的试样作为阳极,不溶性金属作为阴极,两极之间加上电压,阴阳极之间有电流通过,阳极即待抛光的试样表面的微观凸起部分发生选择性溶解从而形成平滑表面。该过程中不产生机械力,因此不会引入新的表面变形层。
2. 为什么要选用电解抛光
(1) 与机械抛光相比
去除应力层:机械抛光依靠磨粒的切削作用,不可避免地会在金属表面产生微米级的塑形变形层和残余应力。电解抛光利用阳极溶解原理去除金属表层,消除了机械划痕和变形扰动,真实呈现材料的金相组织。
提高效率:对于不锈钢、铜合金等质地较软或硬度较高的材料,机械抛光易产生划痕,且抛光耗时长。电解抛光可在数分钟内完成镜面抛光。
(2) 与振动抛光相比
时间成本优势:振动抛光通常需要数小时甚至数十小时来去除微小划痕,相比提高了时间成本。
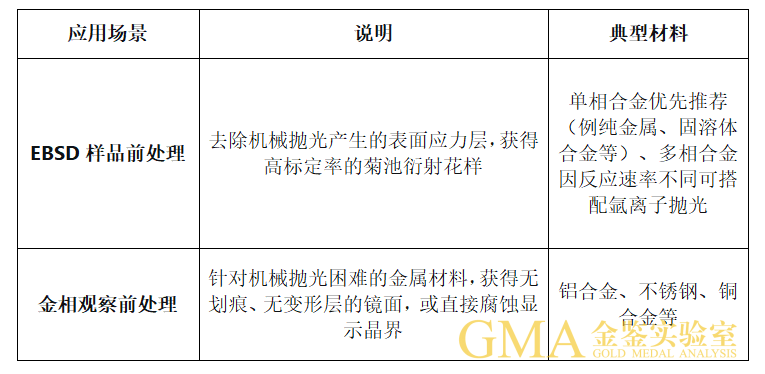
3. 适用材料范围
4. 送样要求
用样品盒或密封袋固定好,测试面朝上且不接触任何表面;清晰标记需要测试的区域,如需定位请附上光学/SEM图片,便于测试人员找准位置;如若测试EBSD需提供材料牌号、晶体结构(如FCC/BCC/HCP)、元素组成、EBSD标定用PDF卡片辅助测试等。
5. EBSD测试应用案例
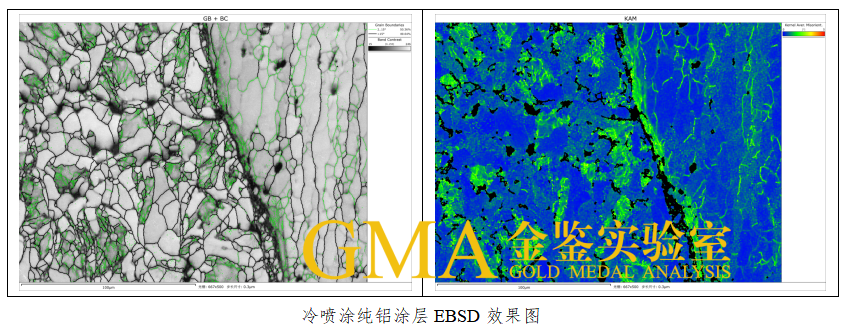
案例:冷喷涂纯铝涂层的微观组织分析
检测对象:冷喷涂纯铝涂层。
检测需求:获得高质量EBSD数据,分析涂层晶粒取向及界面结合状态
检测难点:冷喷涂涂层由高速撞击的粉末颗粒堆积而成,颗粒间存在剧烈塑形变形,若用机械抛光极易产生塌边、掩盖微小孔隙,且氧化层难以去除。
实施方案:采用机械研磨抛光结合EP-1006X的低电流密度电解抛光技术方案。
测试结果:通过电解抛光(EP-1006X)有效去除了冷喷涂纯铝涂层表面的氧化膜及机械加工损伤层,清晰呈现出铝涂层的结晶形貌、喷涂颗粒间的原始界面以及微观孔隙。如图所示,除去冷喷涂涂层固有的微孔隙及局部高应力区,无法通过制样消除,局部高应力区也难以完全去除外,其余晶粒内部衬度均匀,无应力诱导的衬度变化,说明电解抛光(EP-1006X)去除了机械抛光引入的残余应力层。同时,高角度晶界(>15°,黑色实线)清晰锐利,无制样造成的晶界晕染现象,有效标定区域覆盖率良好,满足晶粒尺寸统计和取向分析等的要求。
- 上一篇: 激光微加工系统
- 下一篇: 无数据




