【金鉴出品】热机械疲劳导致LED失效 发布时间:2023-10-27
引线键合是LED封装制造工艺中的主要工序,其作用是实现LED芯片电极与外部引脚的电路连接。金鉴LED品质专家建议,由于引线键合工艺的方法和质量直接影响着LED灯珠的可靠性和成本,因此要多加重视。
鉴于此,金鉴检测LED品质实验室专门推出“LED引线键合工艺评价”的业务,通过分析研制过程中的缺陷和失效问题,分辨其失效模式和失效机理,确定其最终的失效原因,并提出改进设计和制造工艺的建议,采取有效质量管理措施,消除故障隐患,使产品质量稳定可靠。
服务客户:LED封装厂
检测手段:扫描电镜(SEM)、能谱分析(EDS),X射线照相(X-RAY)。
一、热超声键合
热超声引线键合是利用金属丝将芯片I/O端与对应的封装引脚或者基板上布线焊区互连,在热、力和超声能量的作用下,去除表面氧化物和污染物,产生塑性变形,使界面亲密接触产生电子共享和原子扩散而形成焊点,实现固相连接的过程。
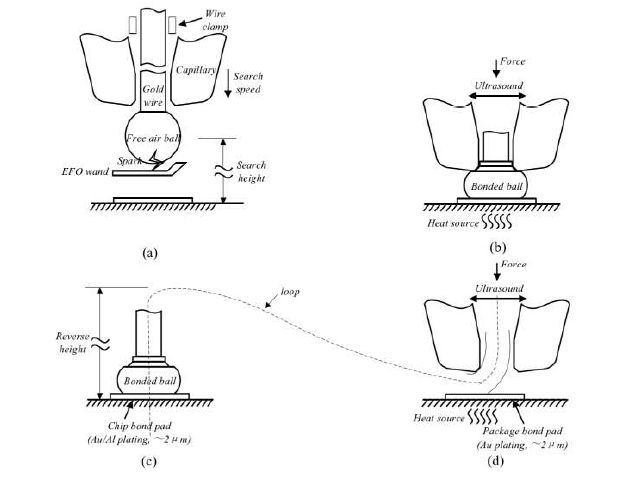
热超声引线键合示意图
热超声键合机理
1. 调整工作台,使得劈刀处于第一键合点位置的正上方,利用高压电火花放电使键合线末端熔融,在表面张力和重力的作用下形成球状,随后与劈刀一起快速下降至距离焊盘一定高度,此时劈刀开始减速至某一较低的速度;
2. 劈刀随键合线继续下降至与焊盘接触,焊球在设定的力和超声的共同作用下发生塑性变形,同时超声能量的作用使得焊球被软化,接触面的氧化物和污染物被去除,焊盘在固定热源的加热下也已达到了一定的温度,促进了键合界面连接强度的形成,最终完成第一焊点的键合;
3. 第一焊点完成后,线夹打开,劈刀上升至预定的弧线高度位置并继续上移,使线卷抽出所需长度的引线,进而移至第二键合点的正上方;
4. 劈刀下降将引线压在基板引脚上,形成预设定的线弧,超声能量启动,形成第二键合点;
5. 第二键合点完成后,劈刀上升至一定高度,使劈刀口下方有一段线尾用于形成下次键合的焊球,线夹关闭,在键合点根部扯断引线,键合工具及线夹复位。
二、热机械疲劳
由周期性变化的热应力引起的材料破坏为热疲劳,也称热应力疲劳。机械疲劳是指材料在循环应力和应变作用下,在一处或几处逐渐产生局部永久行积累损伤,经过一定的循环次数后,产生裂纹或突发性断裂的过程称为机械疲劳。热应力与机械应力叠加引起的疲劳成为热机械疲劳。
高温下服役的材料,由于局部温度变化引起的材料自由膨胀或收缩受到约束时,就会产生热应力,热疲劳破坏是由材料内部损伤累积引起的,当材料热疲劳引起的塑性变形累积达到静拉伸时材料的真实断裂应变时,便引起材料热疲劳失效。
热机械疲劳的作用机理
在变应力的作用下金属产生滑移,造成了晶格的扭曲、晶粒的破裂,若变应力继续作用,上述现象将不断出现,直至金属材料表面某处失去塑性变形的能力而形成疲劳裂纹源,裂纹生长到一定的长度以后,逐渐改变方向,最后沿着与拉伸应力垂直的方向生长。随着疲劳裂纹的扩展,当净截面的应力达到材料的拉伸强度时,或是疲劳裂纹的长度达到材料的临界裂纹长度时,便发生最终的瞬时断裂。在断口上往往留下清晰的疲劳条带,称为前沿线,这是因为裂纹尖端向前扩展时造成的。通常沿晶断裂总是脆性的,由于晶粒是多面体,因此断口的主要特征是晶粒界面呈冰糖状形貌。
三、LED键合线热机械疲劳失效
引线键合过程中的热应力
引线在生产过程中都要经过退火处理,消除残余应力,使得晶粒大小均匀,以保证其具有合适的延展性及一定的断裂载荷。然而,热超声键合第一焊点时,引线末端首先要经过电火花发电熔融形成键合球(FAB),而FAB的力学性质较成球之前会发生一定的变化,颈部的晶粒较大,FAB晶粒更大,这段晶粒较大的区域称为热影响区。热影响区引线内部储存着较大的热应力,且晶粒大小的变化直接影响着引线的力学性能,使引线变得更脆。
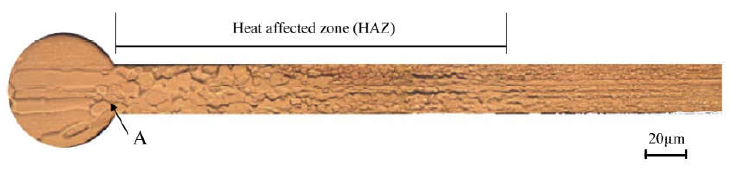
当LED封装成成品后,引线是被封装胶包裹着的,由于封装胶的热膨胀系数比金属热膨胀系数大,在使用过程中,引线会受到封装胶对其持续的拉力。在热应力和机械应力共同作用下,最终导致键合线在热影响区形成热机械疲劳失效。
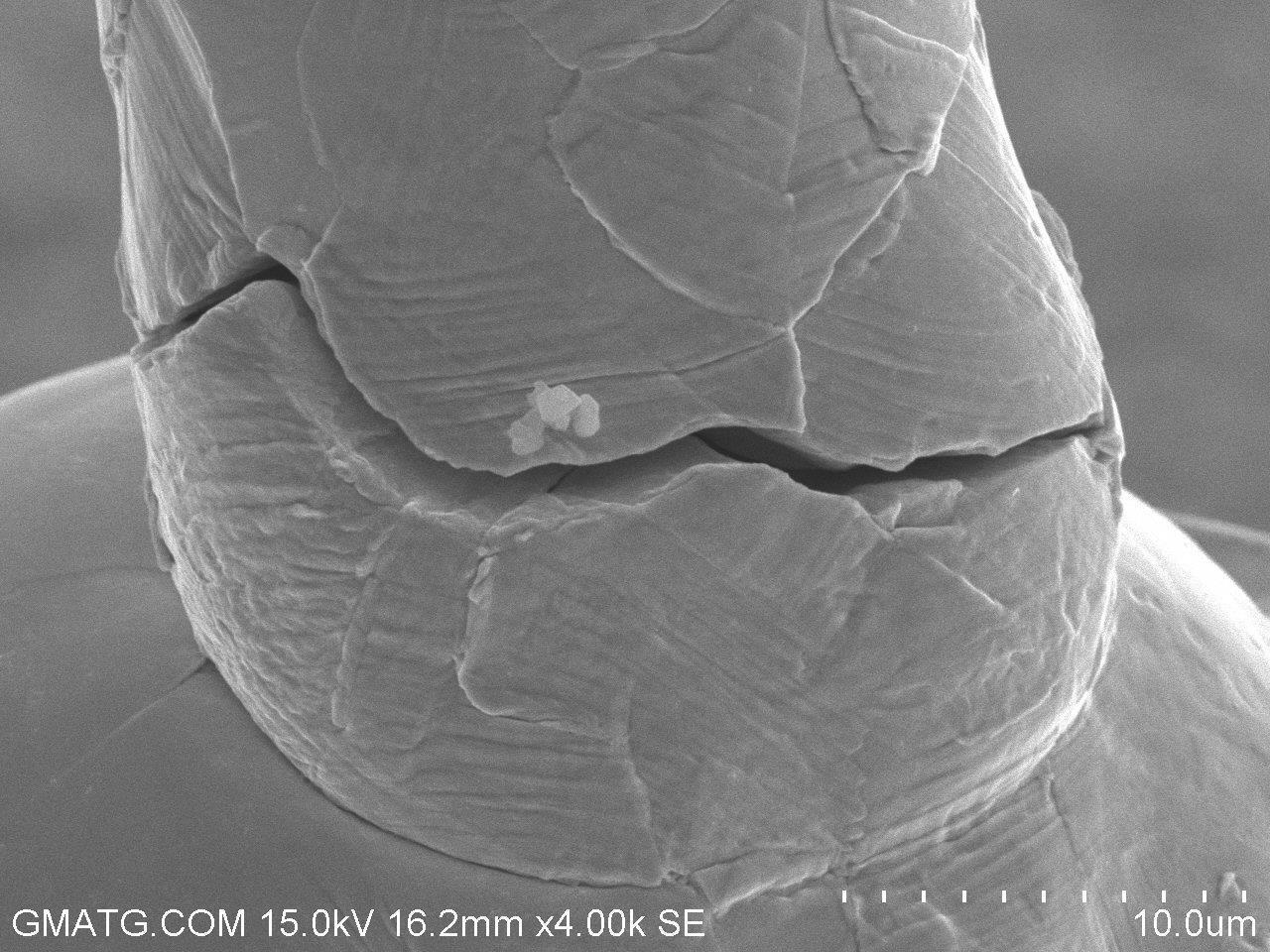
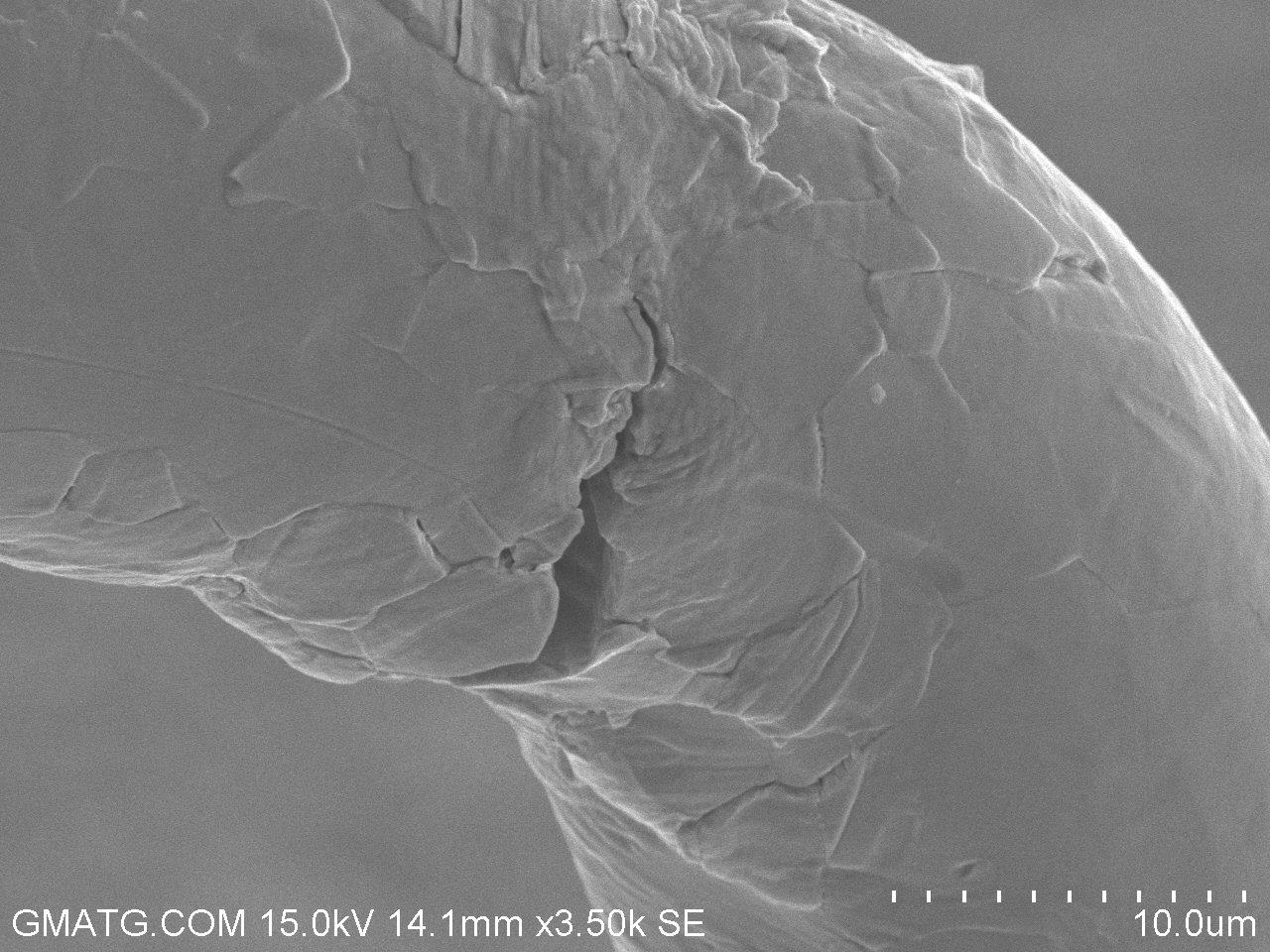
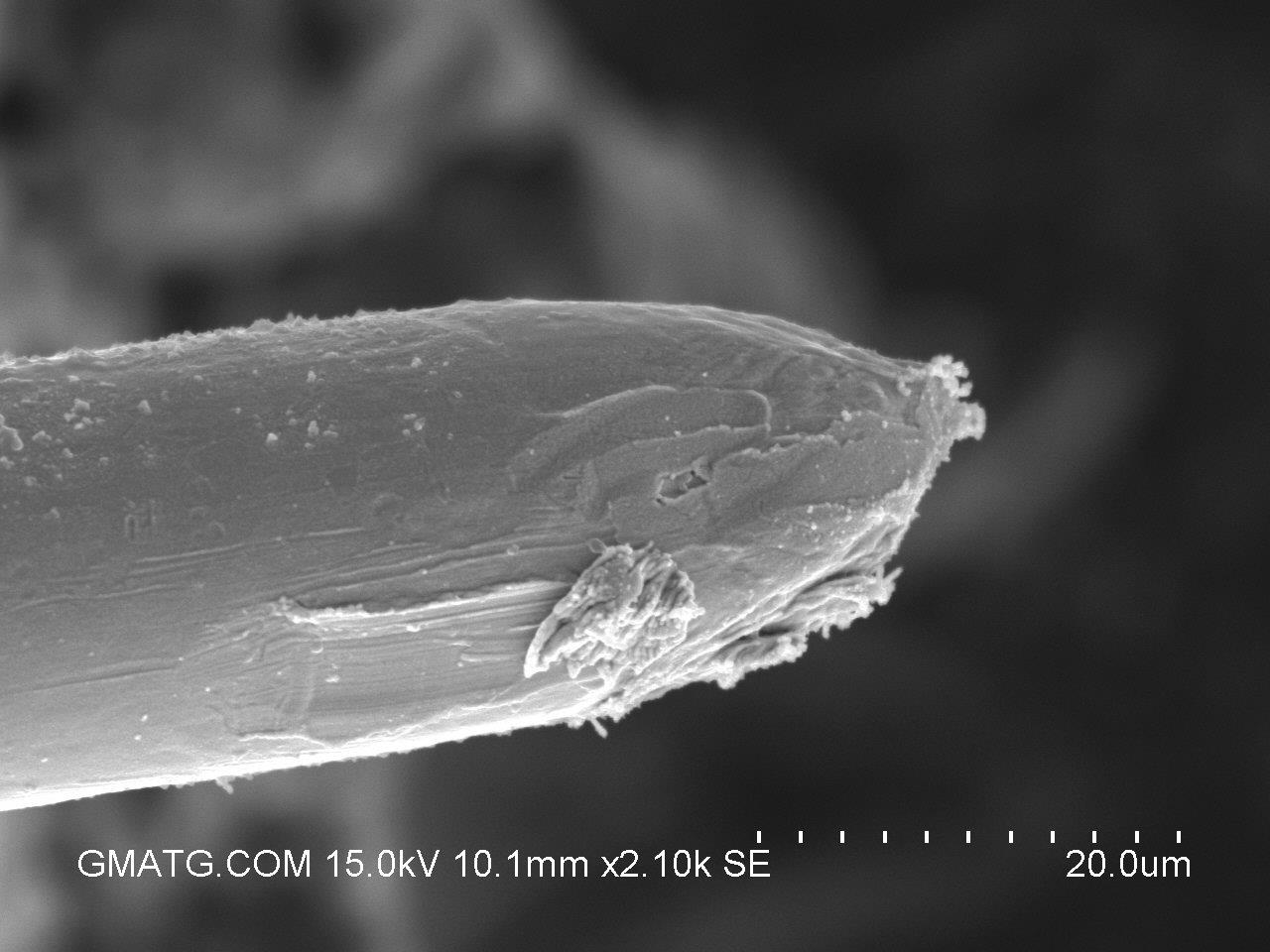
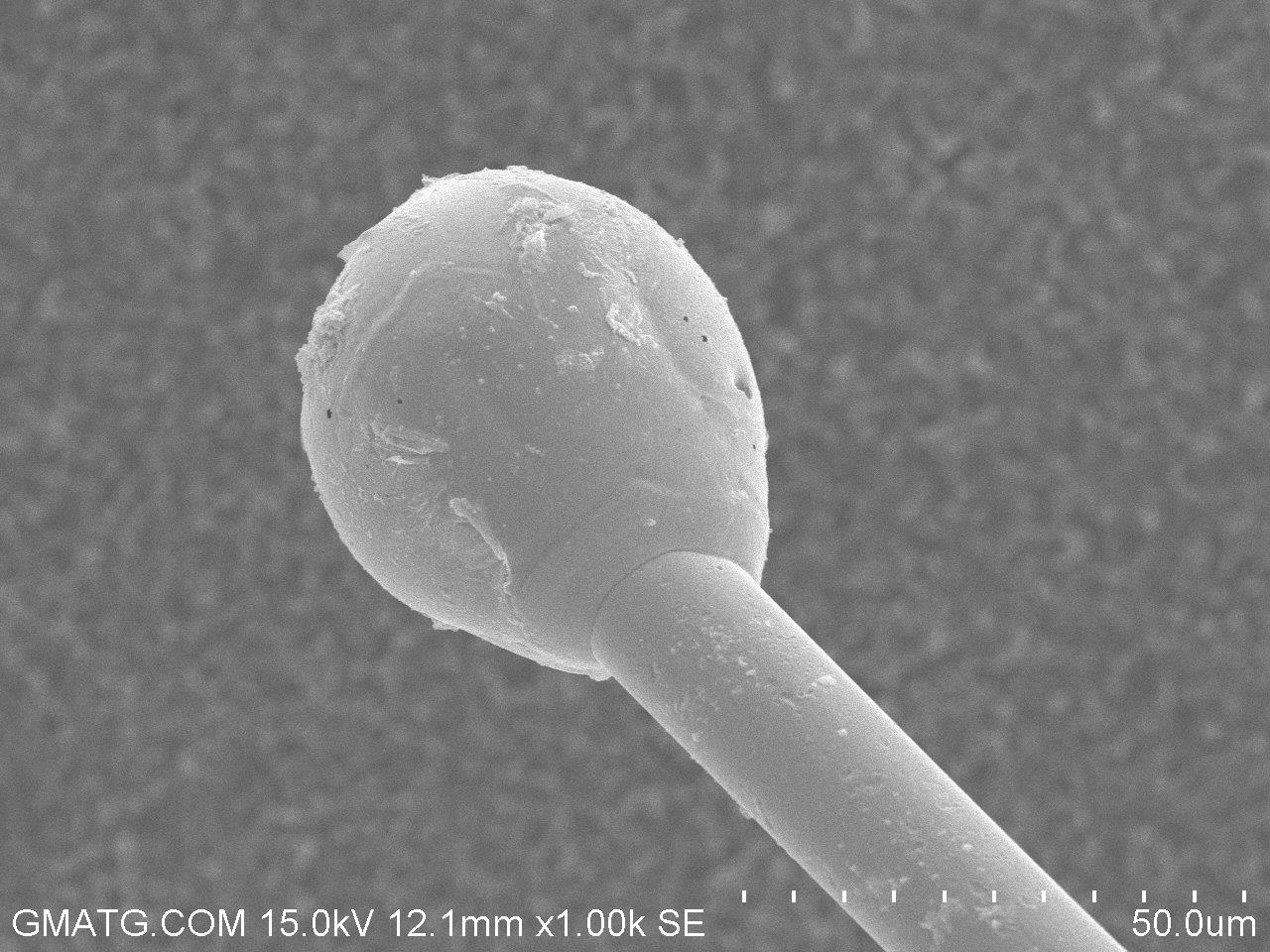
热机械疲劳初期键合线裂纹形貌

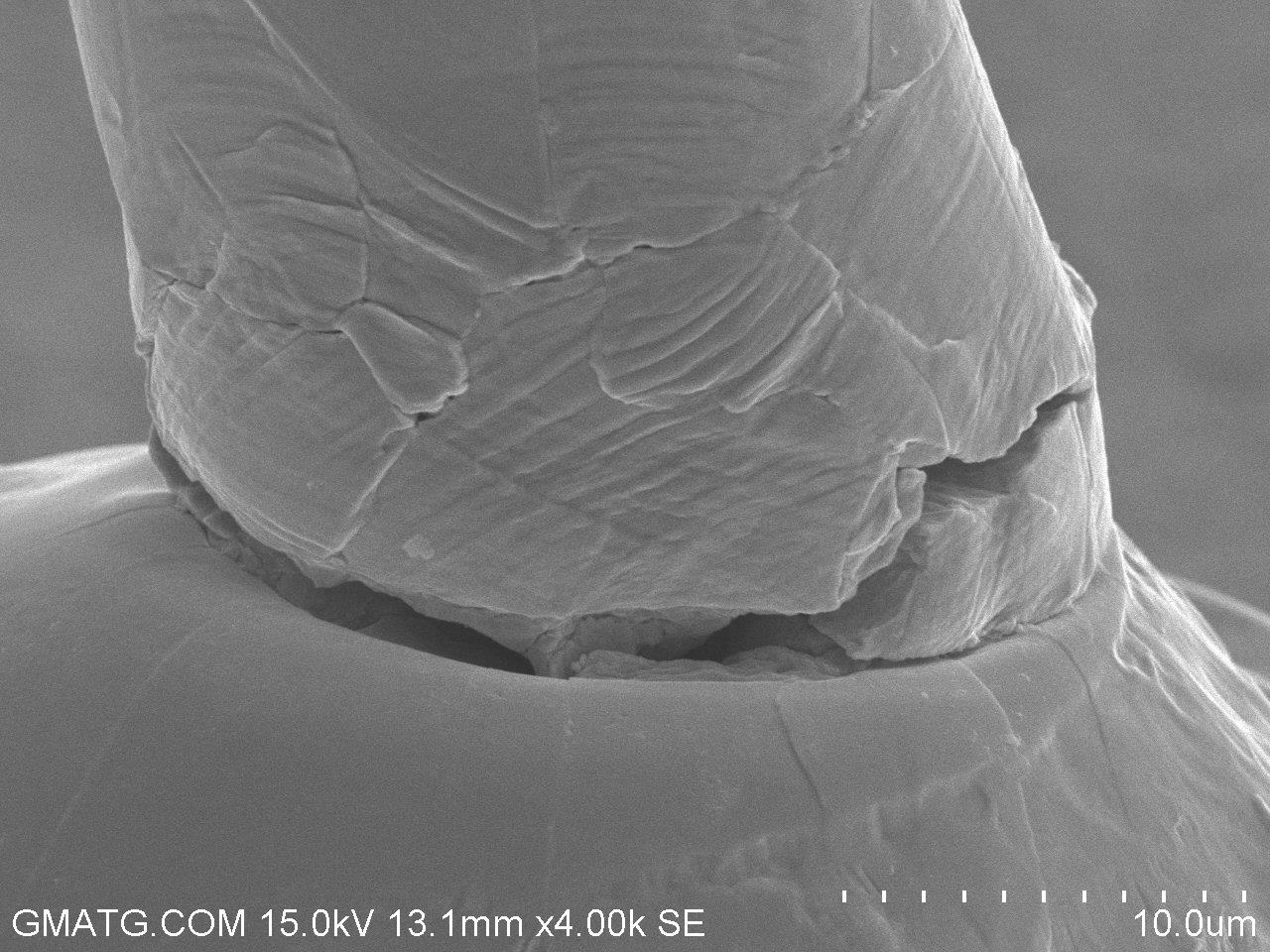
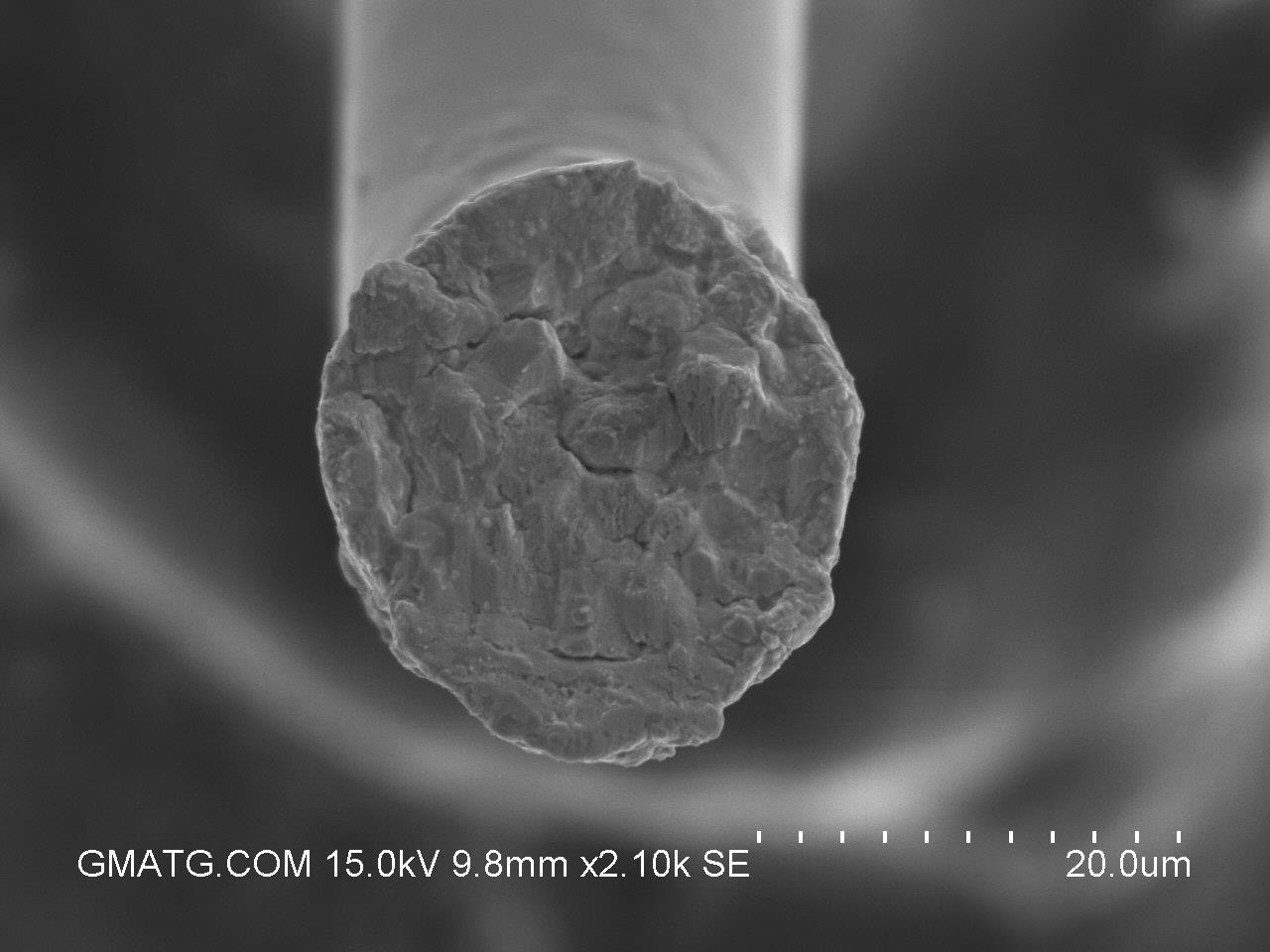
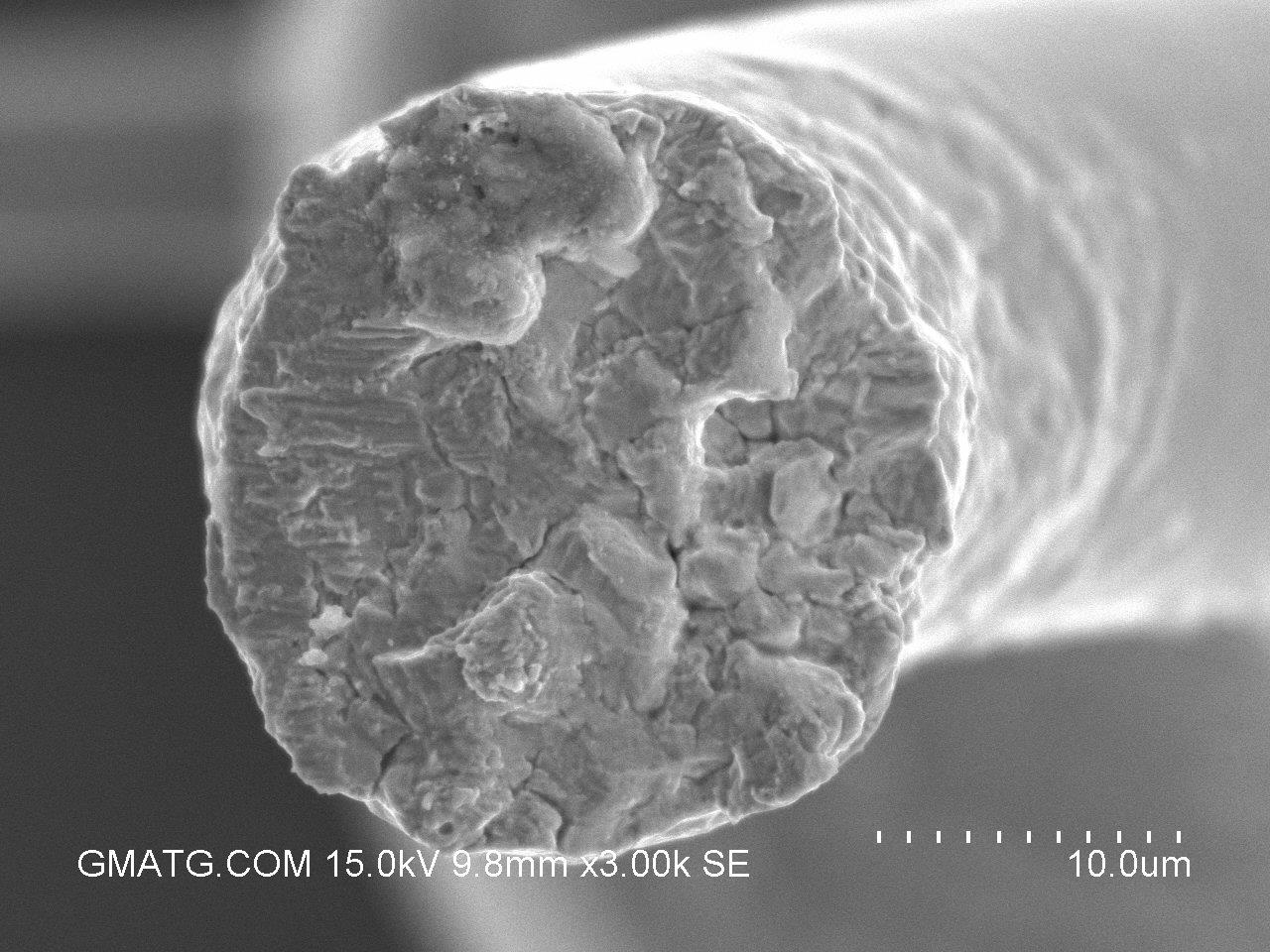
热机械疲劳导致键合线断开,断口形貌


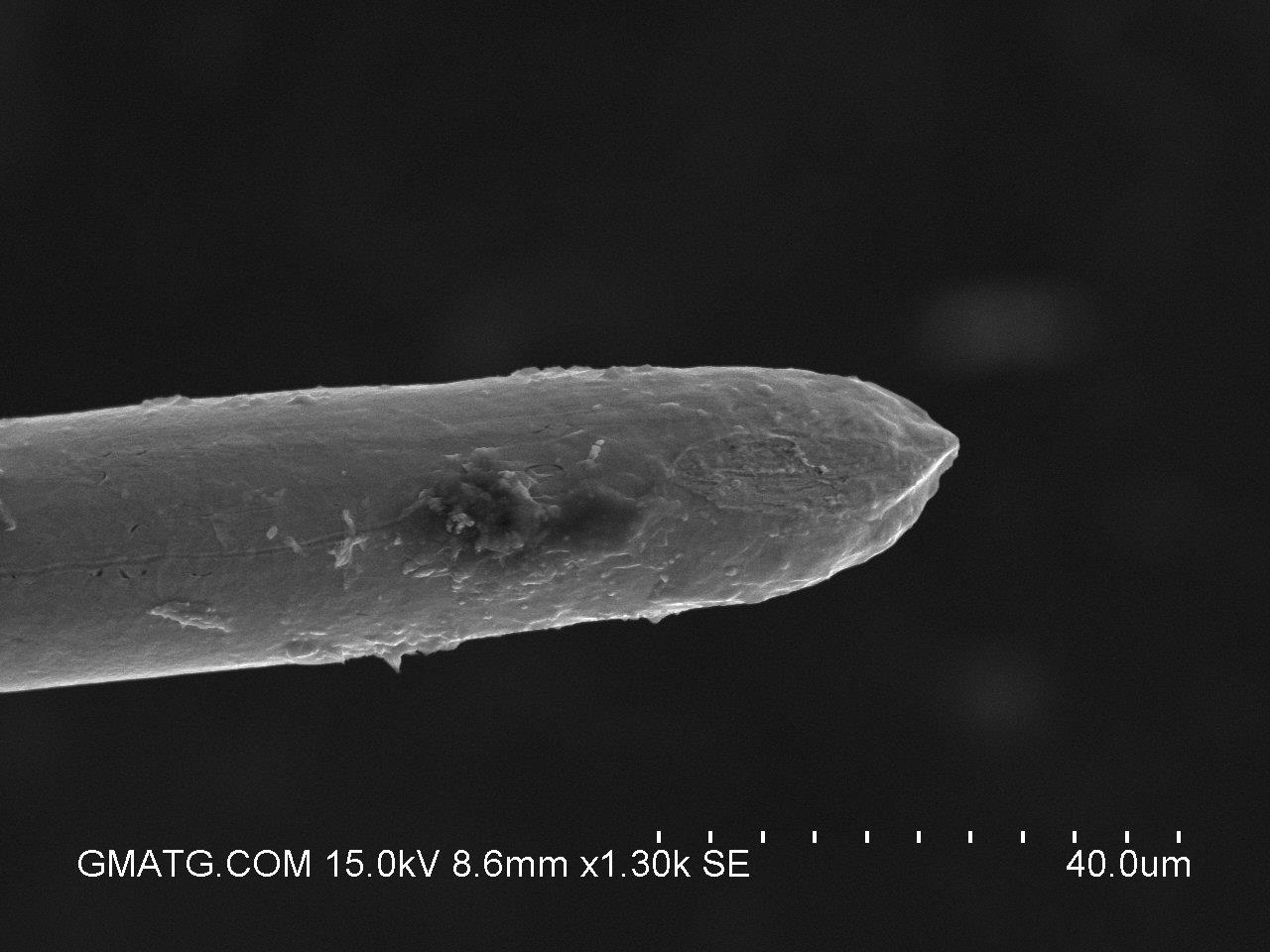
单纯机械外力拉断引线,断口形貌
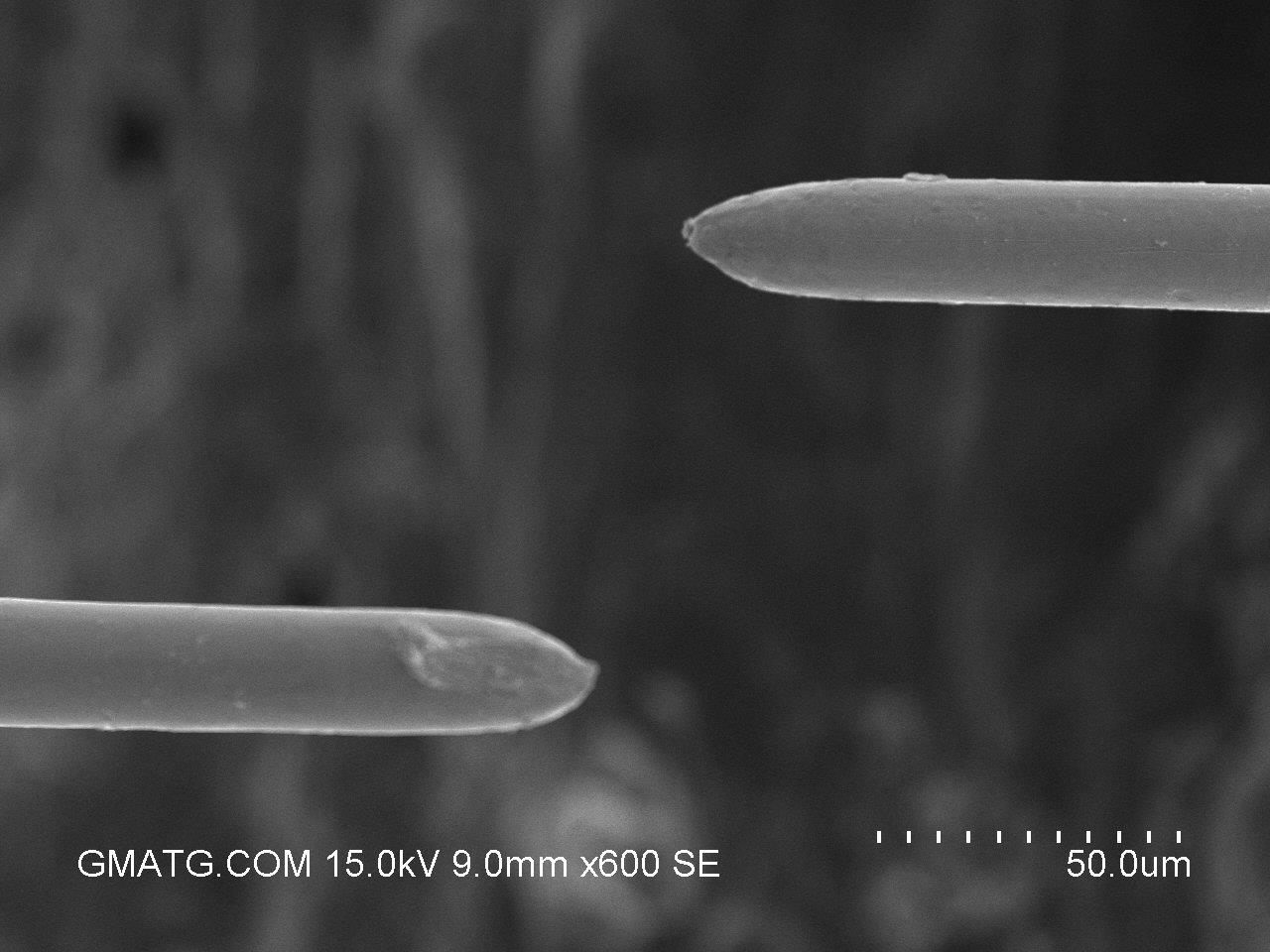

过电流导致引线熔断形貌

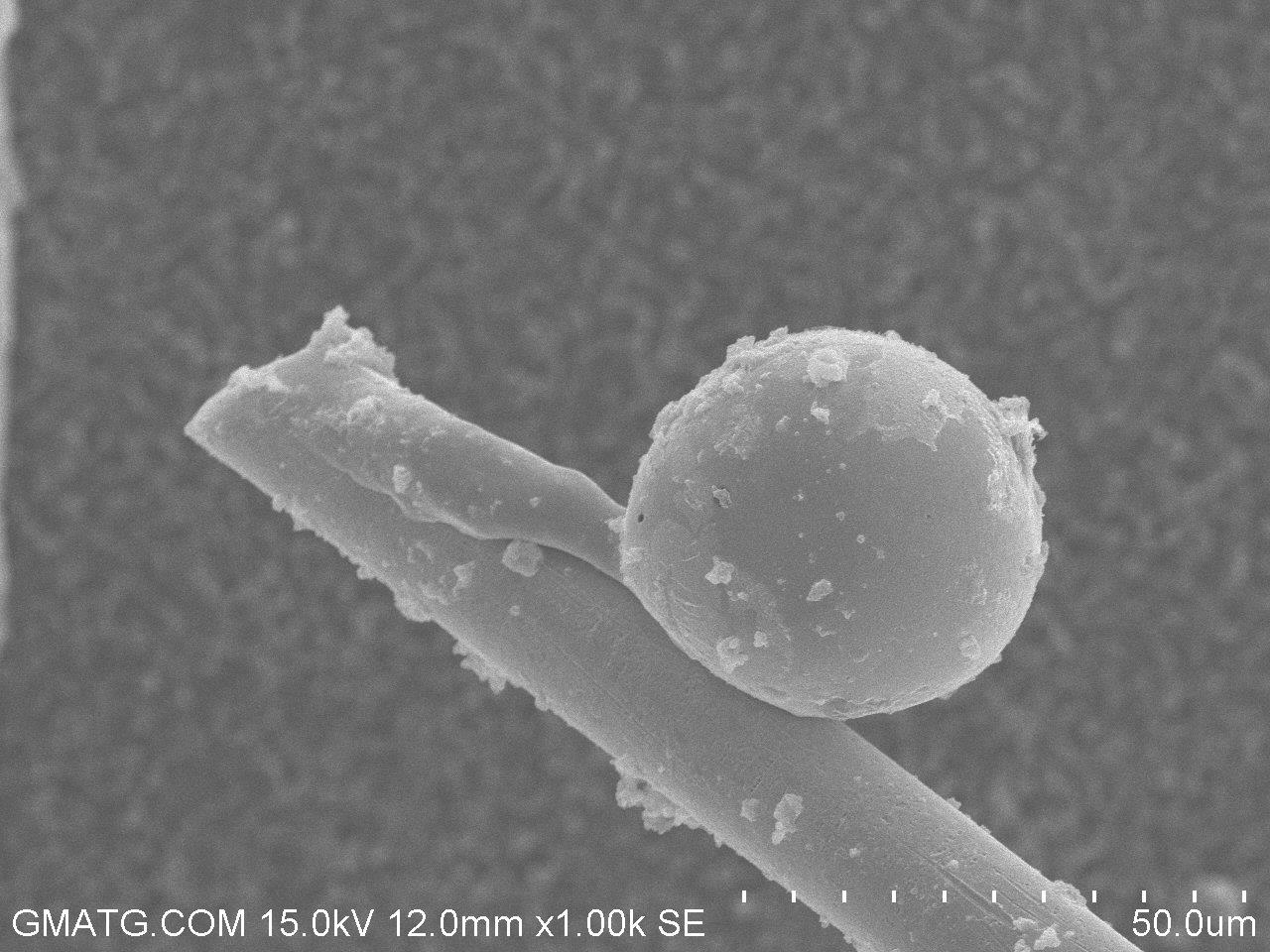

对比以上三种断口形貌,可以观察到热机械疲劳导致引线断裂的断口形貌与其他原因导致的引线断开有着明显的区别,由此可以根据断口SEM图区分键合线断裂原因。